2k калъпи
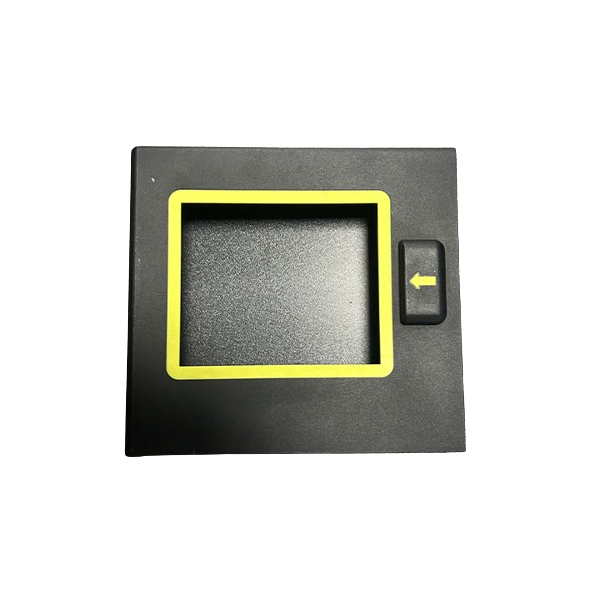
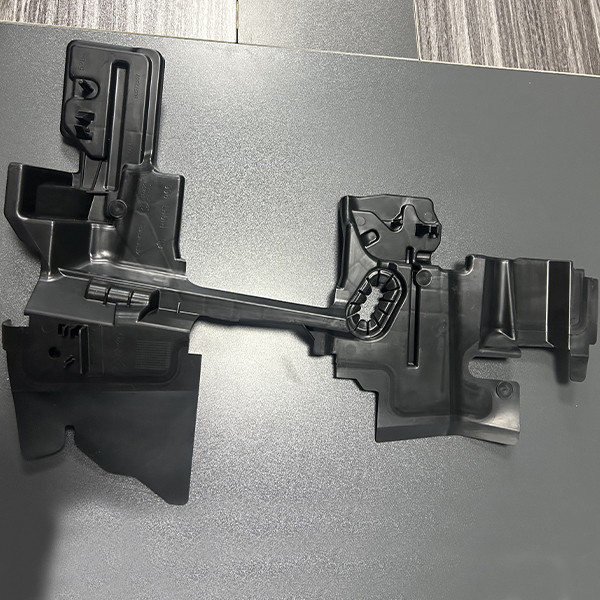
2K матриците, известни още като двукомпонентни матрици или матрици за двукратно шприцоване, са специализирани матрици, използвани в процесите на шприцоване за производство на пластмасови части с два различни материала или цвята в една операция. Тези матрици позволяват създаването на сложни части с множество характеристики, без да са необходими вторични процеси на сглобяване.
Нашите инженери по матрици имат богат опит в проектирането и инженеринга на 2k матрици.
Изберете ни за надеждни, иновативни и рентабилни решения за изработка на матрици за вашите 2K проекти с матрици!